
1 / 5
Girth Gears: Rotary kiln Girth Gear, ball mill Girth Gear
Girth Gears offered find extensive application in different industry sectors including in sponge iron plants, steel & cement industry, mining industry, wind mills as well as in other industry sectors. These are made available in module range of 10 Module to 70 Module and in minimum diameters of 100 mm to 15000 mm. Further, these comprise maximum weight of 70 MT single pieces. Here the range of hardened & ground gear boxes/gears comprise Worm gear boxes, Helical / Double helical gears/gearboxes, Helical-Bevel gearboxes, Planetary Gearboxes and others.
With more than 1000 girth gears sold over the world, we are a leading supplier in the cement and mineral industry. As a member of AGMA (American Gear Manufacturers Association), we actively take part in defining the standard for gear rating calculations and service factors.
Fabricated gears have become more common and are constructed with forged steel gear rim materials and electro-welded body structures. The rings are manufactured from a whole block of high resistance alloy steel. After the rough machining of the ring, we carry out hardening and tempering heat treatment in order to improve the mechanical characteristic and therefore its relevant performance.
UNI EN ISO, AWS, ASTM, ASME, DIN
Our girth gears are applied in the cement and minerals industries:
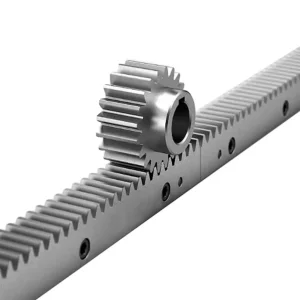
We have invested in significant resources and achieved many innovations with pinions. The right combination of material, hardness and finishing between pinion and gear is crucial for a long lifetime of the installed equipment. We design and manufacture pinions to match every customer's need.
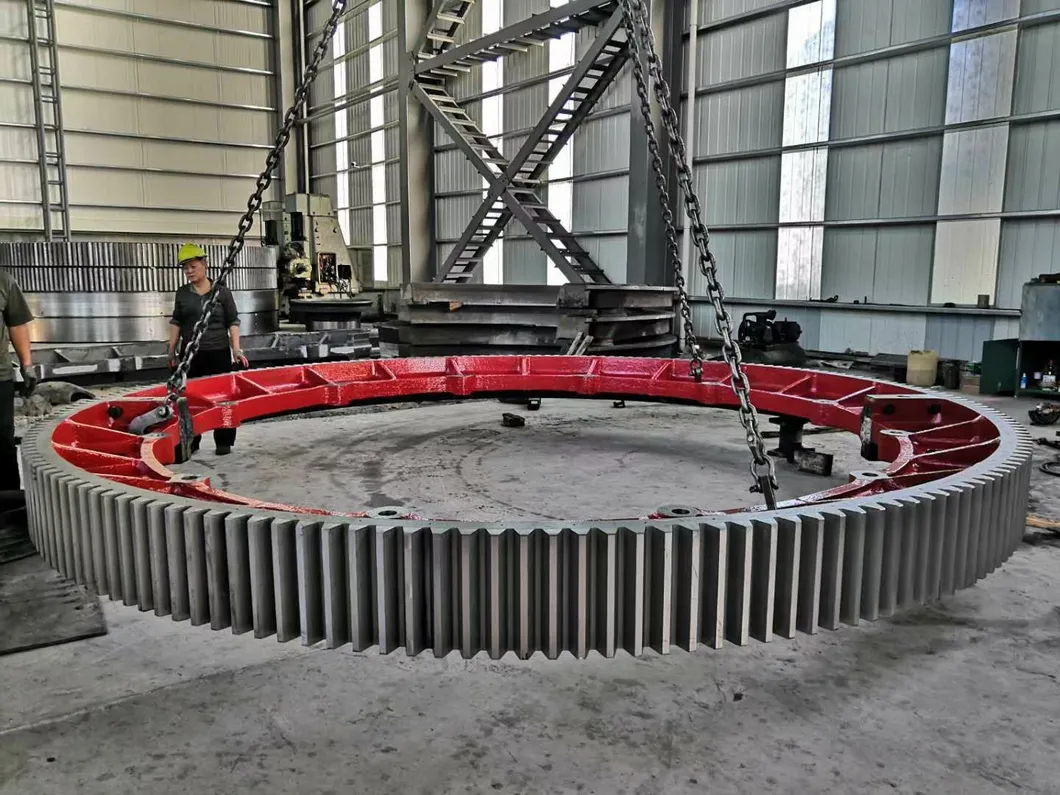
The Kiln girth gears are available mainly in bi-part, four parts, 8 parts or multi segments as per the requirement and suitability with the application of gear. In the field of grinding mill components, we supply mill heads, feed inlets, grinding rollers, cement kiln riding rings, casting gears, shaft blocks, and mill shells of welding structures and fabrications.
The following reports are to be submitted to Quality Assurance:
| Item | Structural Features | Processing Measure | Test Content |
|---|---|---|---|
| Girth Gear |
(1) GS42CrMo4 Alloy Steel (corporate proprietary standards) HB 220~240 (2) semi-structured, Y-Spoke (3) Helical (4) reasonable sealing and alignment structure of alloy steel |
(1) outer steel refining (R-H argon and vacuum treatment) (2) proprietary cold mold hanging sand technology to ensure casting dense teeth (3) normalizing to ensure tooth surface hardness (4) after rough hobbing, release time, repair joint surface, then fine roll (5) proprietary homemade hob fine hobbing |
(1) castings mechanical properties and chemical composition (2) roughing after testing (3) semi-finishing, finishing after ultrasonic and magnetic particle inspection (4) tooth surface magnetic particle inspection, hardness test (5) tooth tolerance check (6) factory assembly load test to check size accuracy |
| No. | Process | Processing Measure | Processing Equipment | Program of Tests | Inspection Equipment |
|---|---|---|---|---|---|
| 1 | Prepare |
1. Material: high quality cast steel 2. Casting process simulation for solidification quality 3. Smelting process control for chemical composition 4. Heat treatment for mechanical properties |
- | - | - |
| 2 | Modelling |
1. Control sand quality (strength, water content) 2. Sand tamping, polishing, paint brush twice 3. Riser and cold iron placement 4. Cavity cleaning and baking |
Sand mixer |
1. Check sand quality 2. Check cavity size 3. Check baking time |
- |
| 3 | Smelting Casting |
1. Low S.P pig iron and raw materials selection 2. Smelting to meet internal purity standards 3. Ladle argon blowing & R-H vacuum circulation degassing for oxygen reduction and uniform temp 4. Control temperature & speed |
50t furnace, R-H vacuum degassing equipment |
1. Materials control 2. Temperature and boiling time records 3. Direct reading spectrometer testing 4. Argon blowing & vacuum parameters check 5. Start temp & pouring time check |
Direct reading spectrometer, physical & chemical equipment |
| 4 | Cleaning & Heat Treatment |
1. Strict mold heat preservation time 2. Sand falling, shot blasting, cutting and risers removal 3. Blank heat treatment to refine original structure |
50t Sand falling machine, 8.5×12m heat treatment furnace |
1. Temperature records check 2. Sample testing with same furnace castings 3. Blank surface, geometry, and allowance checks |
Physical & chemical equipment |
| 5 | Rough Machining |
1. Reserve allowance for rough machining 2. Artificial aging treatment |
Vertical lathe, 8.5×12m heat treatment furnace |
1. Size check 2. Visual & ultrasonic defect inspection |
Ultrasonic testing equipment |
2.1 Roughing Blank: Steel casting blank is produced in a heavy forging plant in accordance with GB11352-89 standard. It undergoes smelting, casting, cleaning, dressing, and inspection under JB/T6402-92 standards before processing.
2.2 Rough Machining: Marking, aligning, connection, and machining both inside and outside the circle, face milling, and drilling.
2.3 Flaw Detection: Overall ultrasonic flaw detection meeting GB7233-87 standards.
2.4 Normalizing Pretreatment: Semi-ring pairs normalizing and tempering treatment for structure refinement.
2.5 Machining: Joining two halves with high-strength bolts to process teeth, upper and lower ends.
2.6 Stress Relief: The overall ring is annealed to eliminate processing stresses.
2.7 Surface Hardening: Alveolar tooth surface induction hardening (HRC50 ~ 55, depth 3 ~ 5mm).
2.8 Final Inspection: Quenching frequency, hardness checks, deformation correction (outer diameter ≤ 3mm), magnetic particle inspection (GB/T9444-88), and final technical review.