Explore our premium-tier commercial baking, heating, and thermal systems designed for global industrial specifications.



Shandong Linru Import & Export Trading Co., Ltd. (operating closely alongside Shandong Binzhou Feijin Import & Export Trading Co., Ltd.) is a highly specialized, professional enterprise integrating the large-scale production, custom engineering, and global distribution of high-performance commercial kitchen equipment. With over 15 years of dedicated experience in the thermal processing and commercial kitchen field, we have engineered a robust transition from a singular line of high-durability kitchen stoves to a diversified, multi-category portfolio of high-quality branded products.
From our founding days, we have systematically committed ourselves to improving product quality step by step. We operate under the firm conviction that only by ensuring consistent, uncompromised quality can we truly earn and retain our global customers' trust and recognition. In the highly demanding field of industrial refrigeration and advanced thermal processing, we adhere to strict quality standards and rigorous design requirements. Every product in our collection is meticulously built to satisfy national and international quality frameworks, customized to match the targeted application parameters of our clients, and finished with precision craftsmanship that reflects our unwavering commitment to thermal excellence.

Our thermal systems, industrial ovens, and commercial refrigeration products are built around four key operational values:
15 years of refinement in commercial equipment manufacturing. We reject low-cost, low-quality shortcuts to ensure long-term mechanical and electrical stability.
Our cooling and thermal equipment lines combine precision manufacturing with deep customization, matching exact physical dimensions and specific application environments.
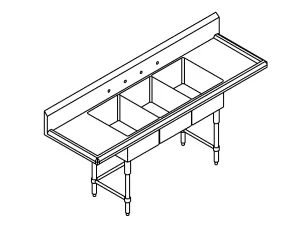
Manufactured using food-grade SUS304 or high-durability SUS201 stainless steel. Structured load-bearing designs withstand extreme thermal stresses.
A history built on thermal efficiency and structural integrity. Our equipment is certified under rigorous CCC and Pressure Vessel manufacturing guidelines.
In the modern food processing, hospitality, and industrial manufacturing landscapes, specialty thermal oven equipment is no longer viewed as a simple utility. Instead, it serves as the critical engine driving process consistency, energy efficiency, and high-yield operational throughput. The global market is transitioning rapidly toward high-efficiency, multi-stage convective and convective-conductive hybrid systems. This transition is motivated by rising global energy prices, stricter food safety regulations, and the consumer demand for clean-label, perfectly textured baked goods.
For international food manufacturers and large commercial bakeries, finding a reliable manufacturer certified to supply CE-marked thermal systems is vital. The CE mark serves as a rigorous proof of compliance with European Union directives covering electrical safety (LVD), electromagnetic compatibility (EMC), machinery safety (MD), and, where applicable, gas appliance regulation (GAR). Industrial operators require equipment that guarantees absolute thermal uniformity, repeatable baking cycles, and robust integration with automated conveying systems. Our production lines, ranging from automated high-efficiency dough mixers to forced convection ovens running at up to 400°C, are designed specifically to address this global need for precision engineering.
Specialty oven equipment must adapt to the unique operating realities, regulatory codes, and consumer preferences of different regional markets. Below, we examine how our machinery is deployed across distinct localized environments:
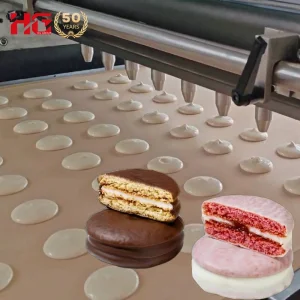
In Europe, where bakery traditions require precise crust development and moist crumb structures, our CE-certified convection ovens (operating up to 400°C) are paired with programmable steam injection systems. These systems provide the exact humidity required during the initial baking phase, yielding the signature sheen and crispness expected by European consumers.
North American operations prioritize rapid cycle times, ease of cleaning, and strict compliance with local sanitation rules. Our commercial countertop four-burner ranges, deep fryers, and automated hamburger bun production lines are engineered for 24/7 high-density usage. Their heavy-duty SUS304 construction makes cleaning easy and minimizes kitchen downtime.
For industrial drying, testing, and processing applications, our mirror-finish stainless steel convection drying ovens are used to dry components and bake sensitive materials. Featuring digital PID temperature control ranging from 100°C to 400°C, they provide stable temperature profiles with minimal thermal drift, meeting strict quality control standards.
The future of industrial baking and thermal processing lies at the intersection of thermal efficiency, smart automation, and predictive diagnostic systems. As a leading manufacturer, our engineering team is actively advancing our technology across several major fronts:
Manufacturing high-performance thermal and commercial kitchen equipment requires access to an agile, cost-effective, and highly integrated supply chain. Our manufacturing facilities based in Shandong, China, leverage the region's world-class industrial clusters. This local access guarantees that every stage of production—from raw stainless steel sourcing to electronic component integration—is executed under strict, cost-controlled quality checks.
By maintaining direct, long-standing partnerships with premium steel mills, we secure high-grade SUS304 and SUS201 stainless steel at stable prices, sheltering our international buyers from sudden material cost spikes. Our production floor uses automated fiber laser cutters, CNC bending machines, and robotic welding stations to ensure structural consistency across every oven and sink we make. This manufacturing base, combined with our logistics network at major ports like Qingdao, allows us to offer shorter lead times, customized design modifications, and dependable shipping schedules to our global partners.
Purchasing industrial-scale kitchen equipment is a long-term investment that requires continuous compliance and maintenance support. Our heating products and commercial kitchen stoves carry full-range China Compulsory Certification (CCC). For operations using pressurized equipment, our jacketed kettles are certified under the National Pressure Vessel Manufacturing License, allowing our customers to operate with complete peace of mind.
To ensure smooth integration in import markets, we provide comprehensive compliance documentation, electrical schematics, and gas consumption certificates tailored to regional standards. Additionally, we offer localized technical assistance through our network of international distribution partners, supplying original replacement parts, wiring diagrams, and installation advice to help your local technicians maintain your equipment's peak performance.
Technical answers to common questions about compliance, customization, and thermal efficiency.
Complete your production ecosystem with our commercial refrigeration units, prep tables, and mixing machinery.










